

-
金属と樹脂との密着性向上技術
課題 インサート成形品でも金属と樹脂の界面は密着していない!!
【顧客のニーズ】
・洗車での高水圧による浸水
・車のエンジンルームでの結露による浸水
・後工程で封止が必要になっていることの改善
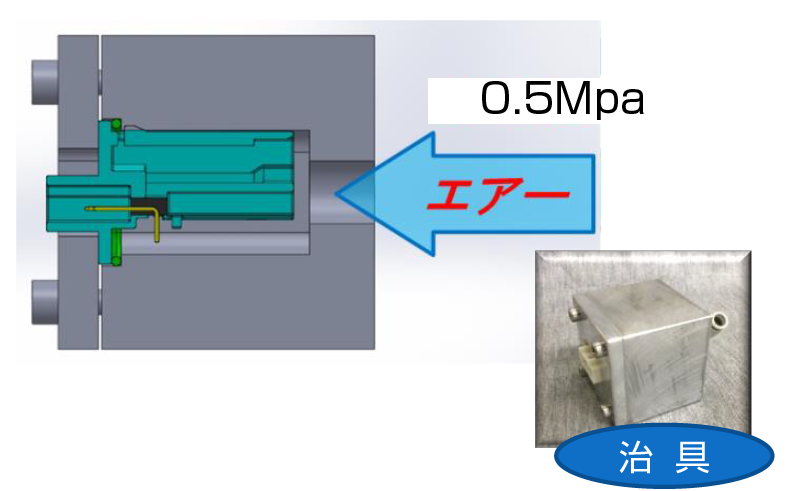
目標 密着性を向上させる ⇒ エアーが洩れない 1Mpa、10分間2重インサート成形ラインでポリエステルエラストマーを活用2重インサート成形ライン構想
- 【開発で活用するポリエステルエラストマーの特徴】
- ◇接着面をポリエステルエラストマーの融点以上に加熱、冷却することで強度な密着力を発現。
◇融点が低く、グレードHTD-715では163℃、HTD-741は190℃である。
◇様々な材料が接合可能。(熱可塑性樹脂PBT、PPS、LCP 金属SUS、銅合金、各種メッキ)
- 【特徴を生かし】
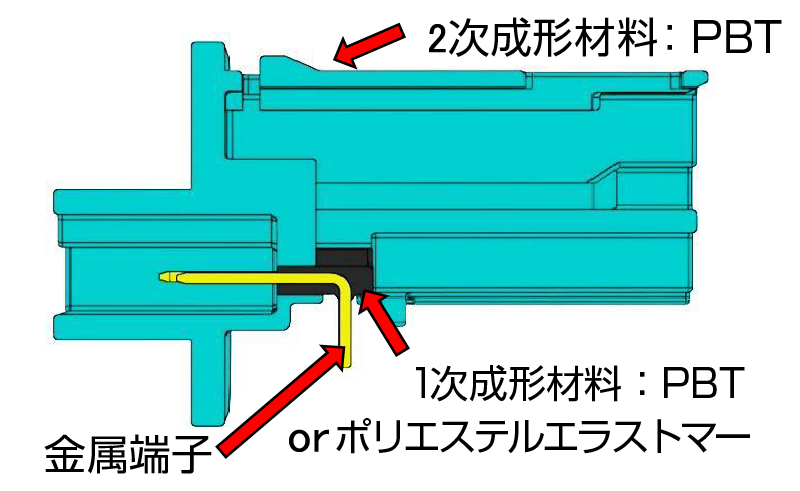
- ①金属との1次成形でポリエステルエラストマーを使用。
②2次成形のオーバーモールドの熱量で接合させる。
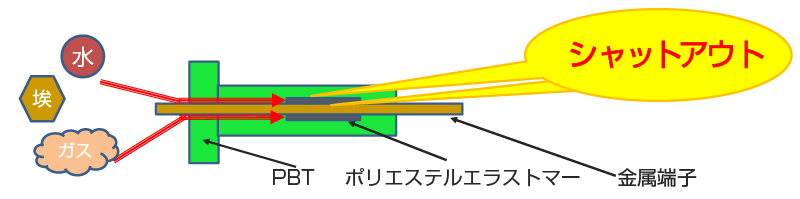
金属と樹脂間のシール材にポリエステルエラストマーを使用し、
水・ガス・埃等の進入を遮断する。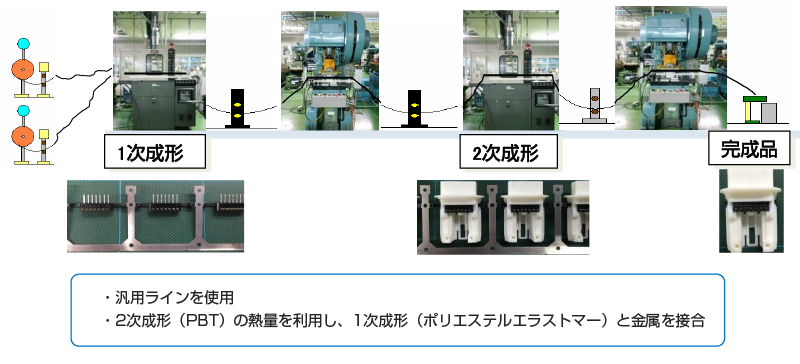



「構築」に向け原因追究と課題抽出

- 【原因】
- ●熱量が不足している
●熱伝達にムラがある
- 【課題】
- ●2次成形樹脂熱以外の、ヒート処理工程確立
●最適な熱伝達形状・成形条件の検証
目標:2018年9月
「密着性向上」「インサート成形」に関するお困りごとは、お気軽にお問い合わせください。


